














Материалы для изготовления листового металла
В наш ассортимент листового металла входят алюминий, латунь, нержавеющая сталь,
и медь, каждый из которых повышает долговечность и эстетику ваших металлических компонентов.

Латунь
Обработка поверхности листового металла
Выбирайте из наших различных вариантов отделки листового металла, чтобы повысить устойчивость к коррозии, долговечность и визуальную привлекательность. Для отделки, не указанной на нашей странице с ценами, просто выберите «Другое» и укажите свои требования для индивидуального решения.
| Имя | Материалы | Цвет | Текстура | Толщина |
| Анодирование | Алюминий | Прозрачный, черный, серый, красный, синий, золотой. | Гладкий, матовый финиш. | Тонкий слой: 5-20 мкм. |
| Дробеструйная очистка | Алюминий, латунь, нержавеющая сталь, сталь | Никто | матовый | 0,3 мм-6 мм |
| Порошковое покрытие | Алюминий, латунь, нержавеющая сталь, сталь | Черный, любой код RAL или номер Pantone | Глянцевый или полуглянцевый | 5052 Алюминий 0,063″-0,500″ |
| Гальваника | Алюминий, латунь, нержавеющая сталь, сталь | Варьируется | Гладкая, глянцевая поверхность | 30–500 мкдюйм |
| Полировка | Алюминий, латунь, нержавеющая сталь, сталь | Н/Д | Глянцевый | Н/Д |
| Чистка | Алюминий, латунь, нержавеющая сталь, сталь | Варьируется | Сатин | Н/Д |
| Шелкография | Алюминий, латунь, нержавеющая сталь, сталь | Варьируется | Н/Д | |
| Пассивация | Нержавеющая сталь | Никто | Без изменений | 5 мкм – 25 мкм |





Бретонские прецизионные процессы обработки листового металла
Изучите уникальные преимущества различных методов обработки листового металла и выберите наиболее подходящий для индивидуальных заказов металлических деталей.
Процесс | Техники | Точность | Приложения | Толщина материала (МТ) | Время выполнения |
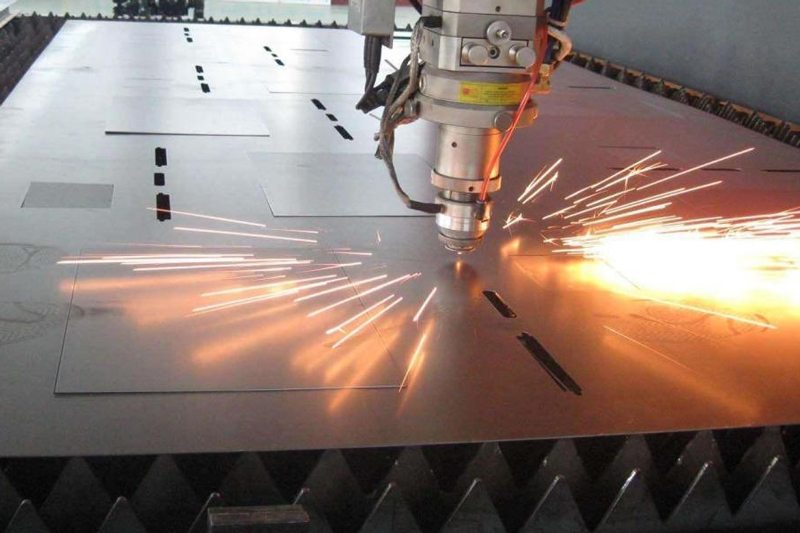
Резка |
Лазерная резка, Плазменная резка | +/- 0,1 мм | Раскрой материала | 6 мм (¼ дюйма) или меньше | 1-2 дня |
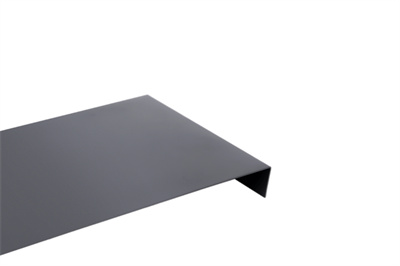
Гибка | Гибка | Одиночный изгиб: +/- 0,1 мм | Создание, формование форм, тиснение букв, крепление статических направляющих, нанесение символов земли, пробивание отверстий, выравнивание, крепление треугольных усилений и дополнительные операции. | Наименьший радиус изгиба должен быть как минимум равен толщине листа. | 1-2 дня |
Сварка | Сварка Tig, сварка MIG, сварка MAG, сварка CO2 | +/- 0,2 мм | Для изготовления фюзеляжей самолетов и деталей двигателей. В кузовах, разгрузочных системах и рамах транспортных средств. При разработке деталей для систем создания и распределения энергии. | Всего 0,6 мм | 1-2 дня |
Общие допуски для изготовления листового металла
Детали размеров | Метрические единицы | Имперские юниты |
От края до края, одна поверхность | +/- 0,127 мм | +/- 0,005 дюйма. |
От края до отверстия, одна поверхность | +/- 0,127 мм | +/- 0,005 дюйма. |
Отверстие к отверстию, одна поверхность | +/- 0,127 мм | +/- 0,005 дюйма. |
Изгиб к краю/отверстию, одна поверхность | +/- 0,254 мм | +/- 0,010 дюйма. |
От края до элемента, несколько поверхностей | +/- 0,762 мм | +/- 0,030 дюйма. |
Надформованная деталь, множественная поверхность | +/- 0,762 мм | +/- 0,030 дюйма. |
Угол изгиба | +/- 1° | |
По умолчанию острые края будут сломаны и зачищены. Обратите внимание на критические кромки, которые необходимо оставить острыми, и укажите их на чертеже.


