














Lehtmetalli valmistamise materjalid
Meie lehtmetalli materjalide valikus on alumiinium, messing, roostevaba teras,
ja vask, millest igaüks suurendab teie metallosade vastupidavust ja esteetikat.

Messing
Lehtmetalli valmistamise pinnaviimistlus
Valige meie erinevate lehtmetalli viimistlusmaterjalide hulgast, et suurendada korrosioonikindlust, vastupidavust ja välimust. Viimistluste puhul, mida meie hinnapakkumise lehel pole loetletud, valige lihtsalt "Muu" ja täpsustage oma nõuded kohandatud lahenduse jaoks.
| Nimi | Materjalid | Värv | Tekstuur | Paksus |
| Anodeerimine | Alumiinium | Selge, must, hall, punane, sinine, kuldne. | Sile, matt viimistlus. | Õhuke kiht: 5-20 µm |
| Helmeste lõhkamine | Alumiinium, messing, roostevaba teras, teras | Mitte ühtegi | Matt | 0,3-6 mm |
| Pulbervärvimine | Alumiinium, messing, roostevaba teras, teras | Must, mis tahes RAL-kood või Pantone number | Läikiv või poolläikiv | 5052 Alumiinium 0,063–0,500 tolli |
| Galvaneerimine | Alumiinium, messing, roostevaba teras, teras | Varieerub | Sile, läikiv viimistlus | 30-500 µin |
| Poleerimine | Alumiinium, messing, roostevaba teras, teras | N/A | Läikiv | N/A |
| Harjamine | Alumiinium, messing, roostevaba teras, teras | Varieerub | Satiin | N/A |
| Siiditrükk | Alumiinium, messing, roostevaba teras, teras | Varieerub | N/A | |
| Passiveerimine | Roostevaba teras | Mitte ühtegi | Muutmata | 5μm – 25μm |





Bretoni täppislehtmetalli protsessid
Tutvuge erinevate lehtmetalli meetodite ainulaadsete eelistega ja valige metallist valmistatud osade eritellimuste jaoks ideaalne sobivus.
Protsess | Tehnikad | Täpsus | Rakendused | Materjali paksus (MT) | Ettevalmistusaeg |
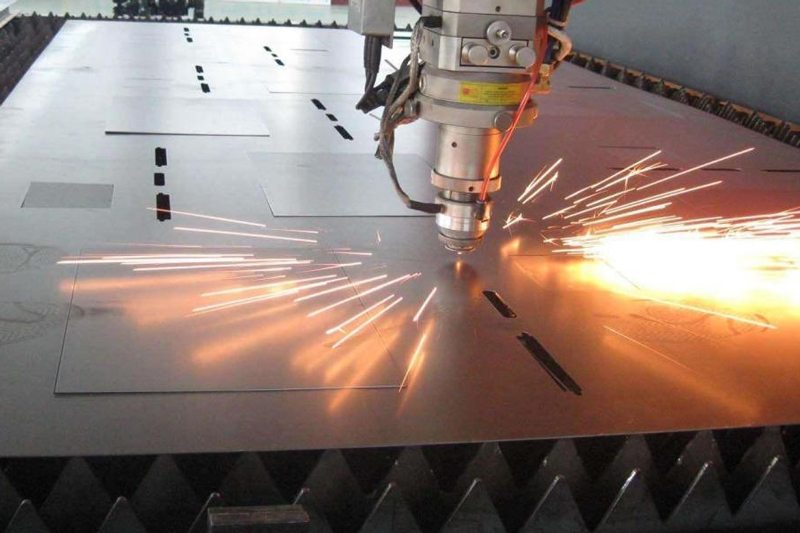
Lõikamine |
Laserlõikus, Plasma lõikamine | +/- 0,1 mm | Laomaterjali lõikamine | 6 mm (¼ tolli) või vähem | 1-2 päeva |
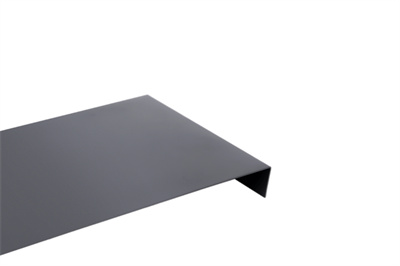
Painutamine | Painutamine | Üksik painutus: +/- 0,1 mm | Kujundite loomine, voolimine, tähtede reljeef, staatiliste juhtsiinide kinnitamine, maandussümbolite trükkimine, aukude stantsimine, tasandamine, kolmnurksete tugevduste kinnitamine ja lisatoimingud. | Väikseim painderaadius peaks olema vähemalt võrdne lehe paksusega. | 1-2 päeva |
Keevitamine | Tig-keevitus, MIG-keevitus, MAG-keevitus, CO2-keevitus | +/- 0,2 mm | Lennuki kere ja mootoridetailide meisterdamiseks. Sõidukite keredes, tühjendussüsteemides ja raamides. Energia loomise ja hajutamise süsteemide osade projekteerimisel. | Nii madal kui 0,6 mm | 1-2 päeva |
Lehtmetalli valmistamise üldised tolerantsid
Mõõtmete üksikasjad | Meetrilised ühikud | Keiserlikud üksused |
Servast servani, üks pind | +/- 0,127 mm | +/- 0,005 tolli |
Serv auguni, üks pind | +/- 0,127 mm | +/- 0,005 tolli |
Aukust auku, üks pind | +/- 0,127 mm | +/- 0,005 tolli |
Painutage servani / auku, üks pind | +/- 0,254 mm | +/- 0,010 tolli |
Servast kuni funktsioonini, mitme pinnaga | +/- 0,762 mm | +/- 0,030 tolli |
Ülevormitud osa, mitmekordne pind | +/- 0,762 mm | +/- 0,030 tolli |
Painde nurk | +/- 1° | |
Vaikimisi murtakse ja eemaldatakse teravad servad. Kõigi kriitiliste servade puhul, mis tuleb teravaks jätta, märkige need üles ja täpsustage need oma joonisel.


