














තහඩු ලෝහ නිෂ්පාදන ද්රව්ය
අපගේ තහඩු ලෝහ ද්රව්ය තෝරාගැනීම ඇලුමිනියම්, පිත්තල, මල නොබැඳෙන වානේ සහ තඹ,
සෑම එකක්ම ඔබේ ලෝහ සංරචකවල කල්පැවැත්ම සහ සෞන්දර්යය වැඩි දියුණු කරයි.

යකඩ
තහඩු ලෝහ නිෂ්පාදන මතුපිට නිම කිරීම
මලකඩ ආරක්ෂාව, විඳදරාගැනීම සහ සෞන්දර්යාත්මක චමත්කාරය ඉහළ නැංවීම සඳහා විවිධ තහඩු ලෝහ නිමාව සඳහා තෝරා ගන්න. අපගේ උපුටා දැක්වීම් පිටුවෙන් ඉවත් කර ඇති අවසන් කිරීම් සඳහා, 'වෙනත්' තෝරන්න සහ ගැලපෙන විභේදනයක් සඳහා ඔබේ අවශ්යතා විස්තර කරන්න.
| නම | ද්රව්ය | වර්ණ | වයනය | ඝනකම |
| Anodizing | ඇලුමිනියම් | පැහැදිලි, කළු, අළු, රතු, නිල්, රන්වන්. | සිනිඳු, මැට් නිමාව. | තුනී ස්ථරයක්: 5-20 µm |
| පබළු පිපිරවීම | ඇලුමිනියම්, පිත්තල, මල නොබැඳෙන වානේ, වානේ | කිසිවක් නැත | මැට් | 0.3mm-6mm |
| කුඩු ආලේපනය | ඇලුමිනියම්, පිත්තල, මල නොබැඳෙන වානේ, වානේ | කළු, ඕනෑම RAL කේතයක් හෝ Pantone අංකයක් | ග්ලොස් හෝ අර්ධ ග්ලොස් | 5052 ඇලුමිනියම් 0.063″-0.500” |
| විද්යුත් ආලේපනය | ඇලුමිනියම්, පිත්තල, මල නොබැඳෙන වානේ, වානේ | වෙනස් වේ | සිනිඳු, දිලිසෙන නිමාව | 30-500 µin |
| ඔප දැමීම | ඇලුමිනියම්, පිත්තල, මල නොබැඳෙන වානේ, වානේ | N/A | දිලිසෙන | N/A |
| දත්මැදීම | ඇලුමිනියම්, පිත්තල, මල නොබැඳෙන වානේ, වානේ | වෙනස් වේ | සැටින් | N/A |
| සේද තිර මුද්රණය | ඇලුමිනියම්, පිත්තල, මල නොබැඳෙන වානේ, වානේ | වෙනස් වේ | N/A | |
| නිෂ්ක්රීය කිරීම | මල නොකන වානේ | කිසිවක් නැත | නොවෙනස්ව | 5μm - 25μm |





Breton Precision Sheet Metal Processes
සියලුම තහඩු ලෝහ ක්රමවල සුවිශේෂී ප්රතිලාභ පරීක්ෂා කරන්න, ඉන්පසු ඔබේ අභිරුචි ලෝහ නිෂ්පාදන කොටස අනුපිළිවෙල සඳහා වඩාත් සුදුසු දැයි හඳුනා ගන්න.
ක්රියාවලිය | තාක්ෂණික ක්රම | නිරවද්යතාව | අයදුම්පත් | ද්රව්ය ඝනකම (MT) | පූරක කාලය |
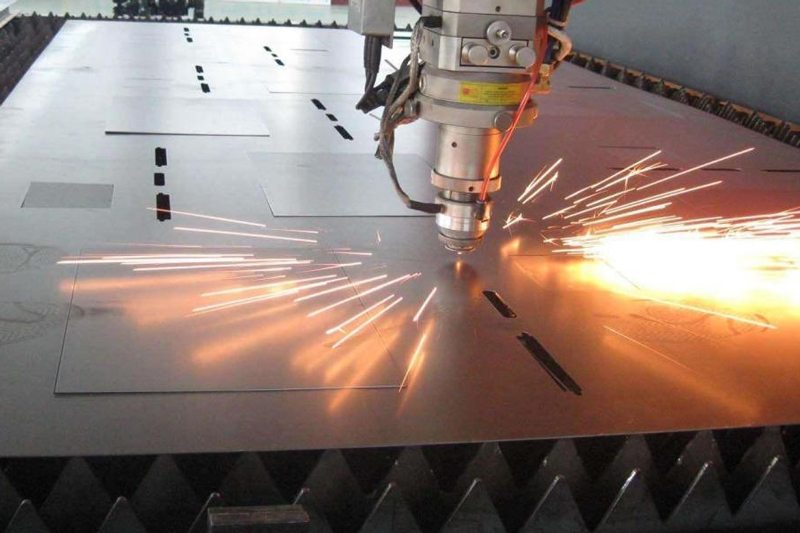
කැපීම |
ලේසර් කැපීම, ප්ලාස්මා කැපීම | +/- 0.1 මි.මී | කොටස් ද්රව්ය කැපීම | 6 mm (අඟල් ¼) හෝ අඩු | 1-2 දින |
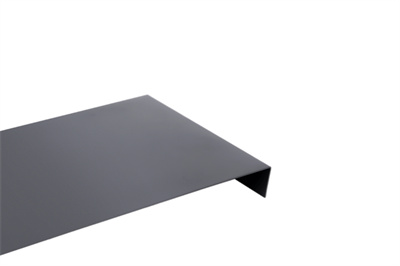
නැමීම | නැමීම | තනි වංගුව: +/- 0.1mm | හැඩගැස්වීම, සලකුණු මුද්දර දැමීම, අකුරු එම්බෝසින් කිරීම, ස්ථිතික මාර්ගෝපදේශක රේල් පීලි සවි කිරීම, පෘථිවි සලකුණු එබීම, සිදුරු සිදුරු කිරීම, සිනිඳු ලෙස එබීම, ත්රිකෝණය ශක්තිමත් කිරීම සහ වෙනත් ය. | කුඩාම නැමීමේ අරය අවම වශයෙන් පත්රයේ ඝනකමට සමාන විය යුතුය. | 1-2 දින |
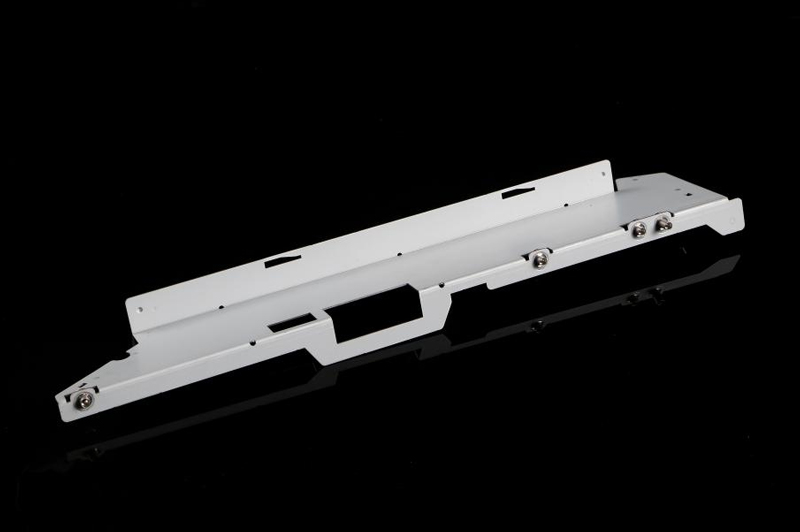
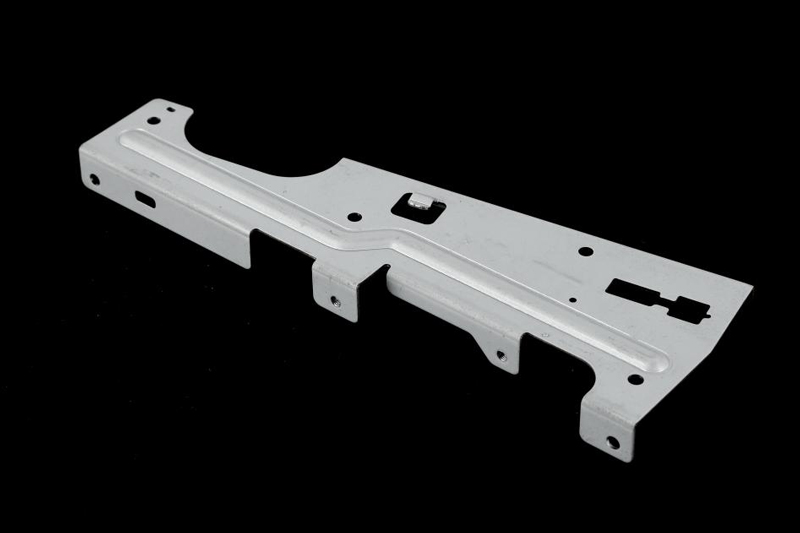
වෙල්ඩින් | Tig වෙල්ඩින්, MIG වෙල්ඩින්, MAG වෙල්ඩින්, CO2 වෙල්ඩින් | +/- 0.2 මි.මී | ගුවන් යානා සිරුරු සහ මෝටර් කොටස් සැකසීම සඳහා. වාහන රාමු, අපද්රව්ය දුම් පද්ධති සහ රාමුව තුළ. බලශක්තිය නිපදවීම සහ සංසරණය කිරීම සඳහා කොටස් සෑදීමේදී. | 0.6 දක්වා අඩු මි.මී | 1-2 දින |
තහඩු ලෝහ නිෂ්පාදනය සඳහා සාමාන්ය ඉවසීම
මානය විස්තර | මෙට්රික් ඒකක | අධිරාජ්ය ඒකක |
දාරයෙන් කෙළවරට, තනි මතුපිට | +/- 0.127 මි.මී | +/- අඟල් 0.005 |
දාරයේ සිට කුහරය දක්වා, තනි මතුපිට | +/- 0.127 මි.මී | +/- අඟල් 0.005 |
සිදුරෙන් සිදුරක්, තනි මතුපිටක් | +/- 0.127 මි.මී | +/- අඟල් 0.005 |
දාරයට / සිදුරට නැමෙන්න, තනි මතුපිට | +/- 0.254 මි.මී | +/- අඟල් 0.010 |
අංගයට කෙළවර, බහු මතුපිට | +/- 0.762 මි.මී | +/- අඟල් 0.030 |
සෑදූ කොටස, බහු මතුපිට | +/- 0.762 මි.මී | +/- අඟල් 0.030 |
නැමීමේ කෝණය | +/- 1° | |
පෙරනිමියක් ලෙස, උල් වූ කොන් සුමට කර ගොනු කරනු ලැබේ. කිසියම් තීරණාත්මක දාර තියුණුව පැවතීමට අවශ්ය නම්, කරුණාකර ඒවා ඔබේ රූප සටහනේ සඳහන් කර විස්තර කරන්න.


