














Materials de fabricació de xapa
La nostra selecció de materials de xapa inclou alumini, llautó, acer inoxidable i coure,
cadascun millorant la durabilitat i l'estètica dels seus components metàl·lics.

Acer
Fabricació de xapa Acabat superficial
Opteu per diversos acabats de xapa per augmentar la protecció contra l'òxid, la resistència i l'encant estètic. Per als acabats omesos a la nostra pàgina de pressupost, seleccioneu "Altres" i detalleu les vostres necessitats per obtenir una resolució a mida.
| Nom | Materials | Color | Textura | Gruix |
| Anoditzat | Alumini | Clar, negre, gris, vermell, blau, daurat. | Acabat llis i mat. | Una capa fina: 5-20 µm |
| Explosió de comptes | Alumini, llautó, acer inoxidable, acer | Cap | Mat | 0,3 mm-6 mm |
| Recobriment en pols | Alumini, llautó, acer inoxidable, acer | Negre, qualsevol codi RAL o número Pantone | Brillant o semibrillant | 5052 Alumini 0,063 "-0,500" |
| Galvanització | Alumini, llautó, acer inoxidable, acer | Varia | Acabat llis i brillant | 30-500 µin |
| Polit | Alumini, llautó, acer inoxidable, acer | N/A | brillant | N/A |
| Raspall | Alumini, llautó, acer inoxidable, acer | Varia | Setí | N/A |
| Serigrafia | Alumini, llautó, acer inoxidable, acer | Varia | N/A | |
| Passivació | Acer inoxidable | Cap | Sense canvis | 5μm - 25μm |





Processos de xapa de precisió Breton
Examineu els diferents avantatges de tots els mètodes de xapa i, a continuació, identifiqueu l'ajust ideal per a la vostra comanda de peces de fabricació de metall personalitzada.
Procés | Tècniques | Precisió | Aplicacions | Gruix del material (MT) | Temps d'execució |
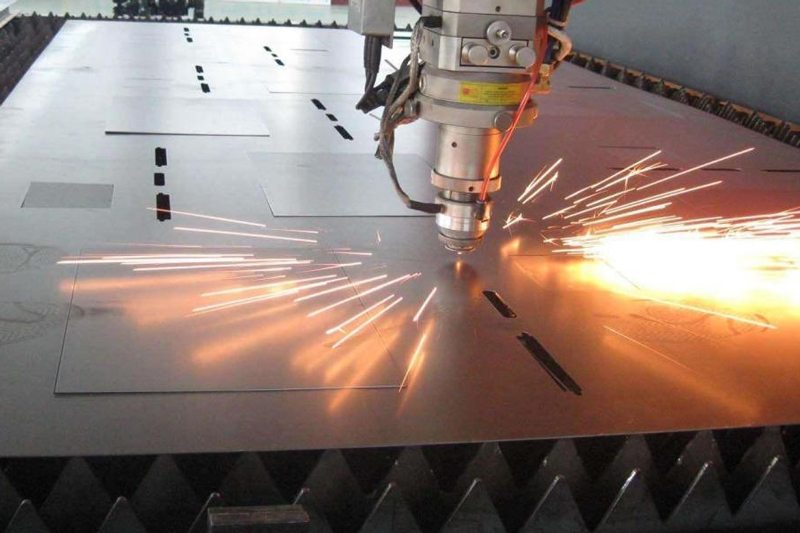
Tall |
Tall per làser, tall per plasma | +/- 0,1 mm | Tall de material d'estoc | 6 mm (¼ de polzada) o menys | 1-2 dies |
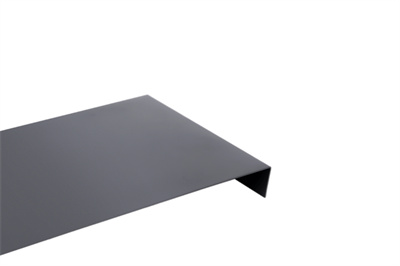
Doblar | Doblar | Corba simple: +/- 0,1 mm | Formació, marques d'estampació, lletres en relleu, fixació de rails de guia estàtics, rètols de terra de premsa, perforació de forats, premsat suau, reforç de triangle de premsa i altres. | El radi de corbat més petit ha de ser almenys igual al gruix de la làmina. | 1-2 dies |
Soldadura | Soldadura Tig, soldadura MIG, soldadura MAG, soldadura CO2 | +/- 0,2 mm | Per a l'elaboració de carrosseries d'avions i peces de motor. En bastidors de vehicles, sistemes de fums residuals i marc. En formar seccions per produir i fer circular energia. | Tan baix com 0,6 mm | 1-2 dies |
Toleràncies generals per a la fabricació de xapa
Detall de dimensions | Unitats mètriques | Unitats imperials |
Bord a vora, superfície única | +/- 0,127 mm | +/- 0,005 polzades |
Bord a forat, superfície única | +/- 0,127 mm | +/- 0,005 polzades |
Forat a forat, superfície única | +/- 0,127 mm | +/- 0,005 polzades |
Doblar a la vora / forat, superfície única | +/- 0,254 mm | +/- 0,010 polzades |
Bord a característica, superfície múltiple | +/- 0,762 mm | +/- 0,030 polzades |
Part sobreformada, superfície múltiple | +/- 0,762 mm | +/- 0,030 polzades |
Angle de flexió | +/- 1° | |
Per defecte, les cantonades punxegudes es suavitzaran i s'arxivaran. Si les vores crucials han de mantenir-se nítides, indiqueu-les i detalleu-les al vostre diagrama.


