














Materiały do produkcji blachy
Nasz wybór materiałów z blachy obejmuje aluminium, mosiądz, stal nierdzewną i miedź, a każdy z nich zwiększa trwałość i estetykę elementów metalowych.
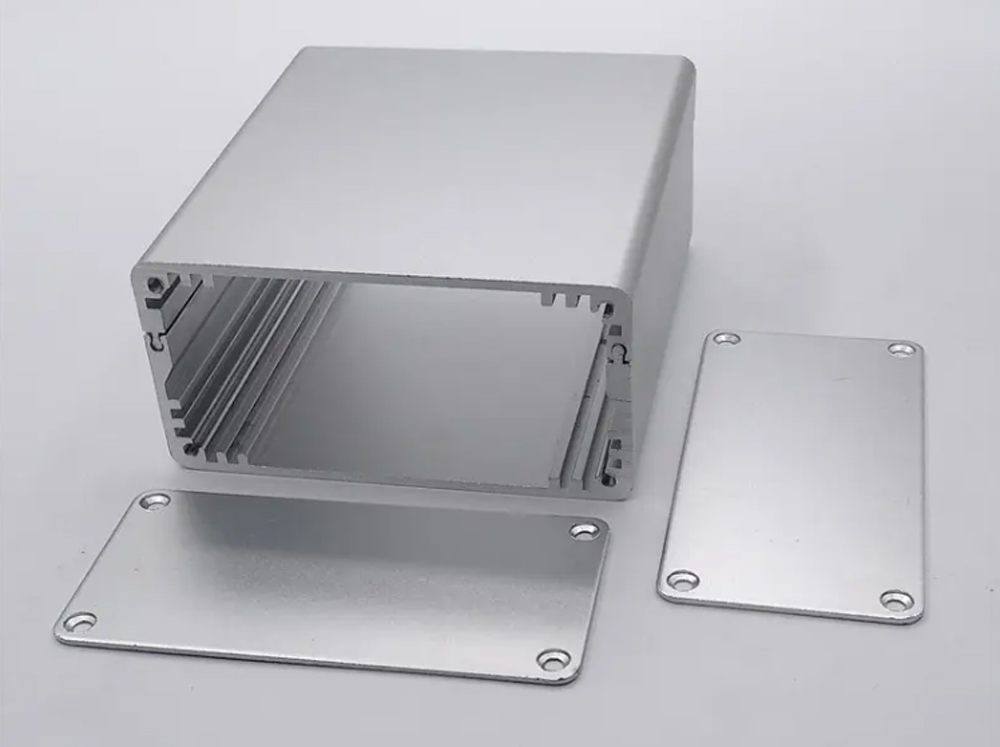
Aluminium
Wykończenie powierzchni obróbki blachy
Wybierz spośród naszych różnych wykończeń blachy, aby zwiększyć odporność na korozję, trwałość i atrakcyjność wizualną. W przypadku wykończeń niewymienionych na naszej stronie z wyceną wystarczy wybrać opcję „Inne” i określić wymagania dotyczące niestandardowego rozwiązania.
| Nazwa | Materiały | Kolor | Tekstura | Grubość |
| Anodowanie | Aluminium | Przezroczysty, czarny, szary, czerwony, niebieski, złoty. | Gładkie, matowe wykończenie. | Cienka warstwa: 5-20 µm |
| Wydmuchiwanie perełek | Aluminium, mosiądz, stal nierdzewna, stal | Nic | Matowy | 0,3 mm-6 mm |
| Malowanie proszkowe | Aluminium, mosiądz, stal nierdzewna, stal | Czarny, dowolny kod RAL lub numer Pantone | Połysk lub półpołysk | 5052 Aluminium 0,063″-0,500” |
| Galwanotechnika | Aluminium, mosiądz, stal nierdzewna, stal | Różnie | Gładkie, błyszczące wykończenie | 30-500 µin |
| Polerowanie | Aluminium, mosiądz, stal nierdzewna, stal | Nie dotyczy | Lśniący | Nie dotyczy |
| Szczotkowanie | Aluminium, mosiądz, stal nierdzewna, stal | Różnie | Satyna | Nie dotyczy |
| Sitodruk | Aluminium, mosiądz, stal nierdzewna, stal | Różnie | Nie dotyczy | |
| Pasywacja | Stal nierdzewna | Nic | Niezmienione | 5µm – 25µm |





Bretońskie precyzyjne procesy obróbki blachy
Sprawdź konkretne zalety każdej techniki obróbki blachy i znajdź idealne dopasowanie, zamawiając niestandardowe części do produkcji blachy.
Proces | Techniki | Precyzja | Aplikacje | Grubość materiału (MT) | Czas realizacji |
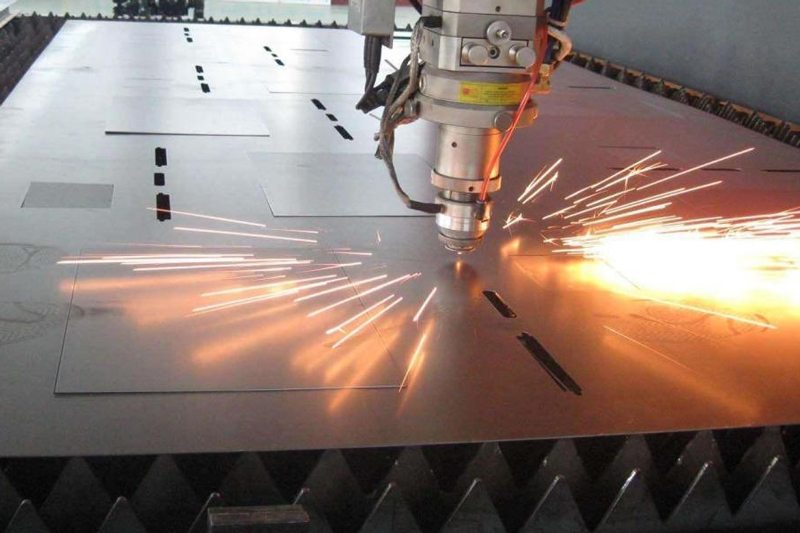
Ciąć |
Cięcie laserem, cięcie plazmowe | +/- 0,1 mm | Cięcie materiału magazynowego | 6 mm (¼ cala) lub mniej | 1-2 dni |
Pochylenie się | Pochylenie się | Pojedyncze zagięcie: +/- 0,1 mm | Formowanie, tłoczenie linii, odciskanie znaków, nitowanie prowadnic elektrostatycznych, tłoczenie symboli uziemień, wycinanie otworów, prasowanie na płasko, tłoczenie wzmocnień trójkątnych i wiele innych. | Najmniejszy promień gięcia powinien być co najmniej równy grubości blachy. | 1-2 dni |
Spawalniczy | Spawanie Tig, spawanie MIG, spawanie MAG, spawanie CO2 | +/- 0,2 mm | Do kadłubów samolotów i podzespołów silników. W nadwoziach samochodów, układach wydechowych i podwoziach. Przy tworzeniu komponentów do systemów wytwarzania i dystrybucji energii. | Już od 0,6 mm | 1-2 dni |
Ogólne tolerancje dla produkcji blach
Szczegóły wymiaru | Jednostki metryczne | Jednostki Imperialne |
Od krawędzi do krawędzi, pojedyncza powierzchnia | +/- 0,127 mm | +/- 0,005 cala |
Od krawędzi do otworu, pojedyncza powierzchnia | +/- 0,127 mm | +/- 0,005 cala |
Od dziury do dziury, pojedyncza powierzchnia | +/- 0,127 mm | +/- 0,005 cala |
Zagięcie do krawędzi/otwóru, pojedyncza powierzchnia | +/- 0,254 mm | +/- 0,010 cala |
Od krawędzi do funkcji, wiele powierzchni | +/- 0,762 mm | +/- 0,030 cala |
Część uformowana, wielokrotna powierzchnia | +/- 0,762 mm | +/- 0,030 cala |
Kąt zgięcia | +/- 1° | |
Domyślnie ostre krawędzie zostaną złamane i pozbawione zadziorów. W przypadku wszelkich krytycznych krawędzi, które muszą pozostać ostre, należy je zanotować i określić na rysunku.


