














Sac metal istehsalı materialları
Sac metal material seçimimizə alüminium, mis, paslanmayan polad və mis daxildir.
hər biri metal komponentlərinizin davamlılığını və estetikasını artırır.

Mis
Levha Metal İstehsalında Səthin Tamamlanması
Müqaviməti, gücü və vizual cazibəni artırmaq üçün təbəqə metal üçün müxtəlif bitirmə seçimlərinə üstünlük verin. Sitat səhifəmizdə hər hansı bitirmə göstərilməsə, sadəcə "Digər"i seçin və fərdiləşdirilmiş düzəliş üçün ehtiyaclarınızı təsvir edin.
| ad | Materiallar | Rəng | Tekstura | Qalınlıq |
| Anodizasiya | Alüminium | Şəffaf, qara, boz, qırmızı, mavi, qızılı. | Hamar, tutqun bitiş. | İncə təbəqə: 5-20 µm |
| Boncukların partlaması | Alüminium, Pirinç, Paslanmayan Polad, Polad | Heç biri | Tutqun | 0,3 mm-6 mm |
| Toz Boya | Alüminium, Pirinç, Paslanmayan Polad, Polad | Qara, istənilən RAL kodu və ya Pantone nömrəsi | Parlaq və ya yarı parlaq | 5052 Alüminium 0,063″-0,500” |
| Elektrokaplama | Alüminium, Pirinç, Paslanmayan Polad, Polad | Fərqlənir | Hamar, parlaq bitiş | 30-500 µin |
| Cilalama | Alüminium, Pirinç, Paslanmayan Polad, Polad | Yoxdur | Parlaq | Yoxdur |
| Fırçalama | Alüminium, Pirinç, Paslanmayan Polad, Polad | Fərqlənir | saten | Yoxdur |
| İpək ekran çapı | Alüminium, Pirinç, Paslanmayan Polad, Polad | Fərqlənir | Yoxdur | |
| Passivasiya | Paslanmayan Polad | Heç biri | Dəyişməmiş | 5μm - 25μm |





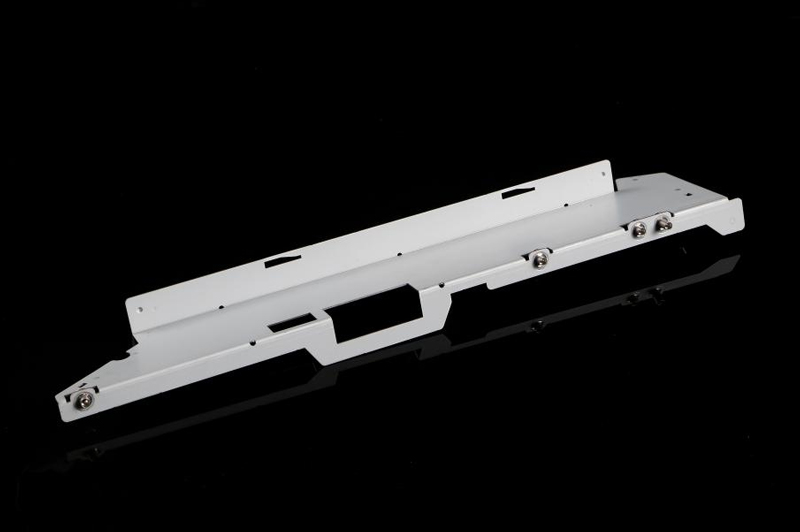
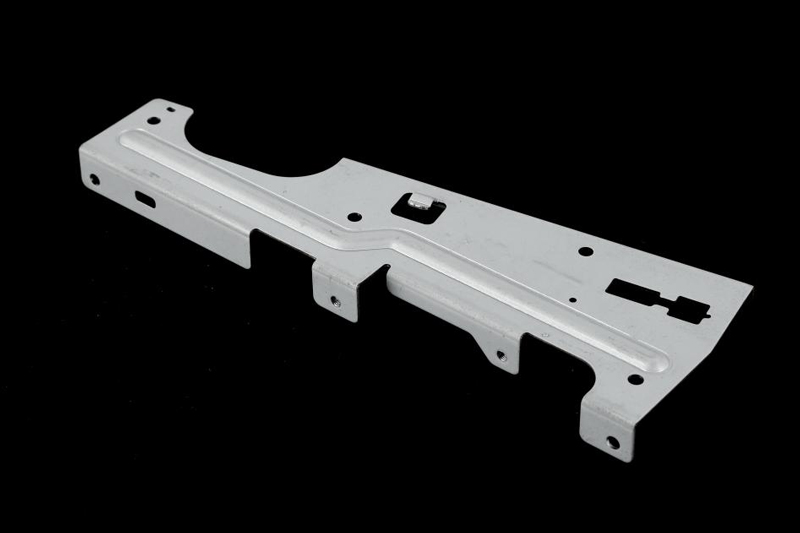
Breton Precision Sheet Metal Prosesləri
Fərdi təbəqə metal üsullarının fərqli üstünlüklərini araşdırın və fərdiləşdirilmiş metal istehsalı komponentləri üçün sifariş verərkən ideal uyğunluğu tapın.
Proses | Texnikalar | Dəqiqlik | Tətbiqlər | Material Qalınlığı (MT) | Təqdimat vaxtı |
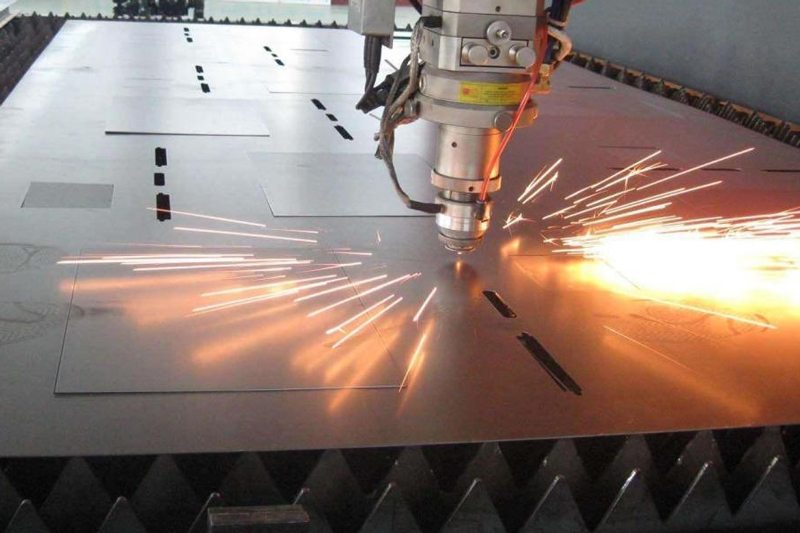
Kəsmə |
Lazer kəsmə, Plazma kəsmə | +/- 0,1 mm | Stok materialının kəsilməsi | 6 mm (¼ düym) və ya daha az | 1-2 gün |
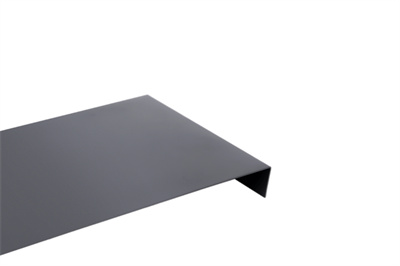
Bükülmə | Bükülmə | Tək əyilmə: +/- 0,1 mm | Formaların yaradılması, yivlərin basılması, hərflərin həkk olunması, elektrostatik istiqamətləndirici yolların vurulması, torpaq simvollarının vurulması, deşiklərin vurulması, sıxılmanın tətbiqi, üçbucaq dayaqların əlavə edilməsi və əlavə tapşırıqlar. | Ən azı təbəqənin qalınlığını minimum əyilmə radiusu ilə uyğunlaşdırın. | 1-2 gün |
Qaynaq | Tiq qaynağı, MIG qaynağı, MAG qaynağı, CO2 qaynağı | +/- 0,2 mm | Təyyarə gövdələrinin və mühərrik hissələrinin istehsalı. Avtomobil çərçivələri, emissiya şəbəkələri və alt avtomobillər daxilində. Enerji istehsalında və dağıdıcı strukturlarda inkişaf edən seqmentlər üçün. | 0,6 mm-ə qədər | 1-2 gün |
Sac metal istehsalı üçün ümumi dözümlülüklər
Ölçü detalı | Metrik Vahidlər | İmperator vahidləri |
Kenardan kənara, tək səth | +/- 0,127 mm | +/- 0,005 düym. |
Kenardan çuxura, tək səth | +/- 0,127 mm | +/- 0,005 düym. |
Delikdən çuxura, tək səth | +/- 0,127 mm | +/- 0,005 düym. |
Kənara / çuxura, tək səthə əyilmək | +/- 0,254 mm | +/- 0,010 düym. |
Kənardan xüsusiyyətə, çoxlu səthə | +/- 0,762 mm | +/- 0,030 düym. |
Formalanmış hissənin üzərində, çoxlu səth | +/- 0,762 mm | +/- 0,030 düym. |
Bükülmə bucağı | +/- 1° | |
Standart bir proses olaraq, kəskin künclər hamarlanacaq və cilalanacaqdır. Kəskin qalması lazım olan xüsusi künclər varsa, lütfən, dizaynınızda onları işarələyin və detallaşdırın.






